
Մակերեւույթի հարդարում
Կտրում և բաժանում
Կեղտահանում, փխրունություն
Հարթ, ինչպես նաև գլանաձև մակերևույթի պաշարների հեռացում
Գործիքների և կտրիչների հղկում և դրանց նորից սրացում:
Պայմանականորեն հղկելը բնութագրվում է որպես ցածր նյութի հեռացման գործընթաց, որը կարող է ապահովել և՛ բարձր ճշգրտություն, և՛ բարձր ավարտ: Այնուամենայնիվ, առաջադեմ հղկող մեքենաների և հղկող անիվների հայտնվելը հղկման կարգավիճակը բարձրացրել է հղկող հաստոցների, որտեղ բարձր ճշգրտություն և մակերևույթի ավարտ, ինչպես նաև նյութի հեռացման բարձր արագություն կարելի է ձեռք բերել նույնիսկ չամրացված նյութի վրա:
Անիվները հիմնականում օգտագործվում են զանգվածային բարակ առանցքների, կարճ առանցքների առանց կենտրոնական անցքի, հատուկ կոնաձև կապում, առանցքակալների, բազմաթիվ տեսակի լիսեռների և այլնի համար:
Պայմանականորեն հղկելը բնութագրվում է որպես ցածր նյութի հեռացման գործընթաց, որը կարող է ապահովել և՛ բարձր ճշգրտություն, և՛ բարձր ավարտ: Այնուամենայնիվ, առաջադեմ հղկող մեքենաների և հղկող անիվների հայտնվելը հղկման կարգավիճակը բարձրացրել է հղկող հաստոցների, որտեղ բարձր ճշգրտություն և մակերևույթի ավարտ, ինչպես նաև նյութի հեռացման բարձր արագություն կարելի է ձեռք բերել նույնիսկ չամրացված նյութի վրա:
Օգտագործելով հատուկ կապող նյութ և արտադրության եզակի տեխնոլոգիա, հղկող անիվն ունի սուր հղկման, ցածր հղկման ջերմություն և հղկման բարձր արդյունավետություն: Աշխատանքային մասի լավ ձևի պահպանում, այրվածքներ չկան: Հղկող անիվի ծավալային ճշգրտությունը համահունչ է, հարթությունը 0,1 մմ-ից պակաս է, իսկ համակցվածությունը 0,1 մմ-ից պակաս է, ինչը հեշտ է համատեղել և օգտագործել: Այն օգտագործվում է կրող արդյունաբերության և ավտոմոբիլային արդյունաբերության մեջ ձողերի տարբեր ճշգրտության հղկման մեջ:
Մակերեւույթի ավարտում; կտրում և բաժանում; աղազրկում, դեբուլյացիա; հարթ, ինչպես նաև գլանաձև մակերևույթի պաշարների հեռացում; գործիքների և կտրիչների մանրացում և դրանց նորից սրացում:
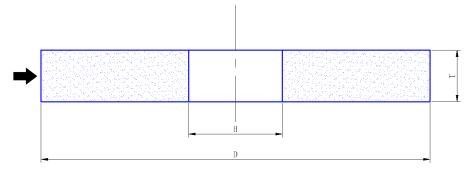
Տիպի կոդը՝ 1
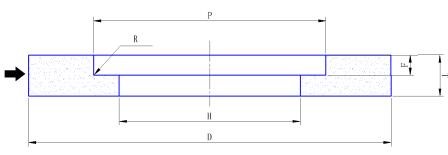
Տիպի կոդը՝ 5
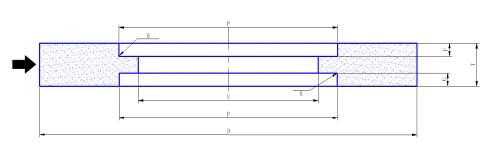
Տիպի կոդ՝ 7
|
ՕԴ |
T |
H |
P |
F |
R |
Հիճուկ |
Հացահատիկ |
Կարծրություն |
Կառուցվածք |
Արագություն |
|
300 մմ |
100 մմ-125 մմ |
127 մմ 152,4 մմ |
190 մմ |
10 մմ 16 մմ 20 մմ 25 մմ |
5 մմ 8 մմ |
A WA ԱԱ 38 Ա 25Ա ՊԱ Ս.Ա ԳԿ C |
F36 F46 F54 F60 F80 F100 F120 |
K L M N P Q |
5 6 7 8 9 10 |
33 մ/վրկ 35 մ/վրկ 40 մ/վրկ 45 մ/վրկ 50 մ/վրկ 60 մ/վրկ |
|
350 մմ |
100 մմ-150 մմ |
200 մմ |
||||||||
|
400 մմ |
100 մմ-250 մմ |
203 մմ 203.2 մմ 225 մմ 254 մմ |
265 մմ 280 մմ |
|||||||
|
450 մմ |
150 մմ-200 մմ |
|||||||||
|
500 մմ |
100 մմ-300 մմ |
304,8 մմ 305 մմ |
375 մմ 400 մմ |
|||||||
|
600 մմ |
150 մմ-300 մմ |
|||||||||
|
750 մմ |
400 մմ |
435 մմ |
-
Ծնկաձև լիսեռի հղկման անիվի ապակեպատված խճճված քմծիծաղ...
-
Փոխանցումների փորվածքի հղկում Օգտագործված ներքին հղկման վ...
-
Մետաղ և չժանգոտվող պողպատից կտրող սկավառակներ
-
Ալյումինի օքսիդի գործիքի սենյակի հղկող անիվներ
-
Հորիզոնական մակերեսային հղկման անիվներ
-
Flat Roll Resin Bond Diamond Polishing Wheels G...





